Введение
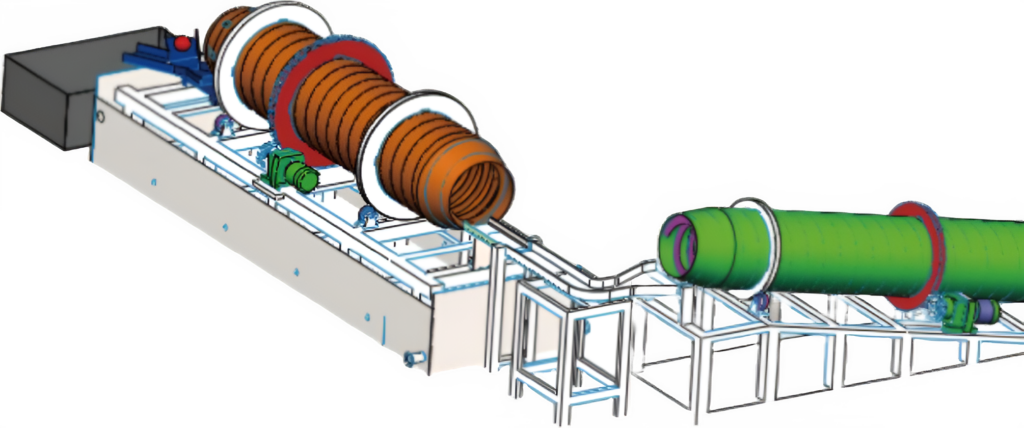
Индукционная печь среднечастотная — Ножницы для резки заготовок — Робот — ЧПУ-молот — Прокатный стан — Термообработка.
Учитывая стоимость оборудования, производственные затраты и затраты на рабочую силу, мы используем метод формования «ковка-прокатка» для производства шаров большего диаметра. Процесс следующий: после нагрева прутка в среднечастотной печи, он режется ножницами на короткие заготовки требуемой длины, годный материал подается роботом на ЧПУ-молот, предварительно сформованный «шар-поковка» под действием пневмоцилиндра по желобу поступает в прокатный стан, прокатный стан прокатывает «шар-поковку» до готовой формы шара, затем после термообработки получается высокотвердый износостойкий шар.
Процесс ковки и прокатки теоретически может производить различные шары разных диаметров, но из-за соображений инвестиций и эффективности обычно подходит для массового производства шаров диаметром ∅100-∅200 мм, что обеспечивает лучшую окупаемость инвестиций.
Параметры
| Столбец1 | Столбец2 | Столбец3 | Столбец4 | Столбец5 | Столбец6 | Столбец7 |
|---|---|---|---|---|---|---|
| Диаметр шара | мм | 100 | 120 | 150 | 180 | 200 |
| Эффективность | шт/мин | 10 | 8 | 7 | 5 | 4 |
| Производительность | кг/час | 2460 | 3408 | 5824 | 7200 | 7872 |
* Примечание: Указанные параметры являются стандартными и могут быть изменены без уведомления.